



为了给您提供更的不锈钢焊管不锈钢镜面管厂家直销规格多样产品信息,解锁不锈钢焊管不锈钢镜面管厂家直销规格多样产品新体验,视频带你玩转每个细节!
以下是:不锈钢焊管不锈钢镜面管厂家直销规格多样的图文介绍


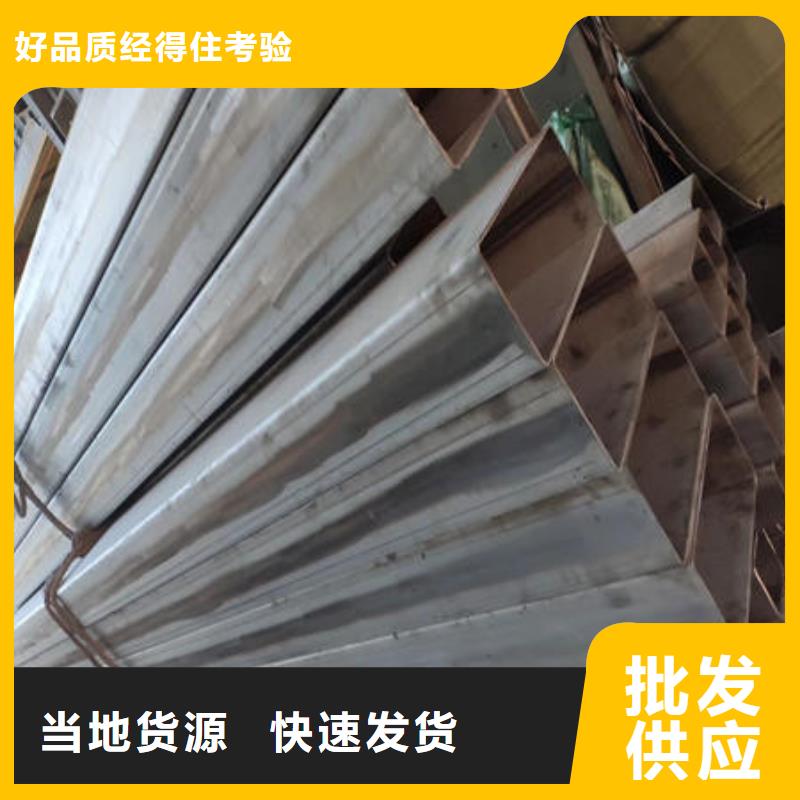
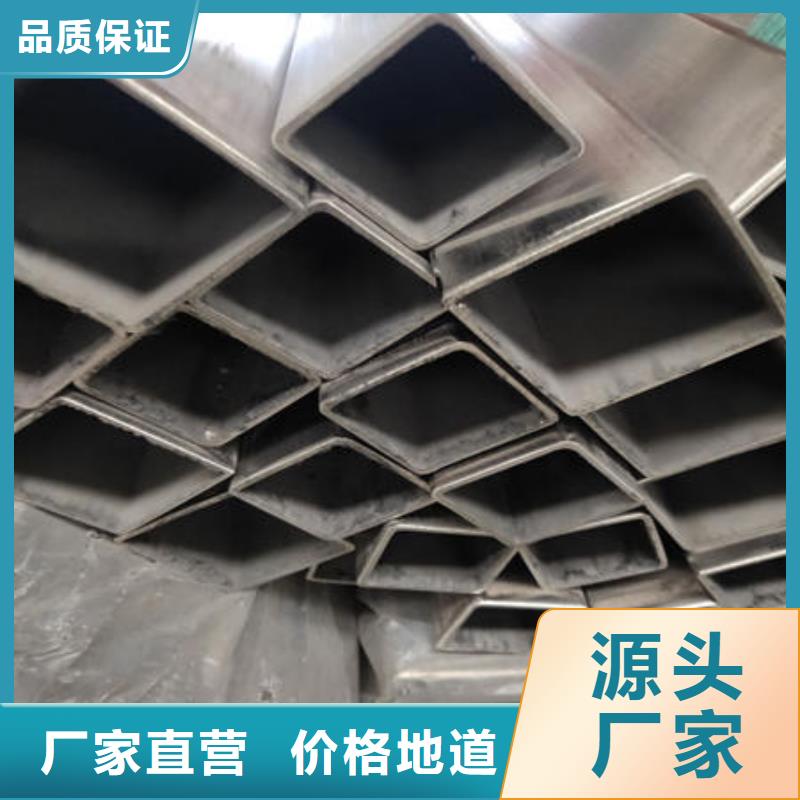
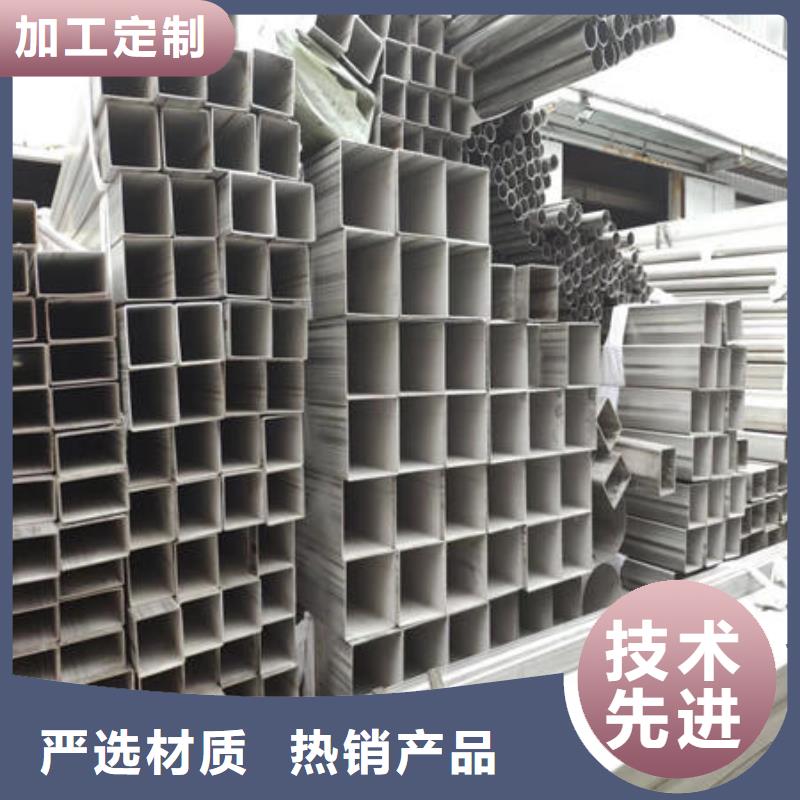
异型管由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。电焊薄壁管主要用来制作家具、玩具、灯具等。当前不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。按端部形状分类又分为圆形焊管和异型(方、扁等)焊管。其他分类不同而分为:GB/T3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235A级钢。



万宇金属材料有限公司(景德镇分公司)拥有一支 316不锈钢管高素质研发团队,良好的工程师,可根据客户的要求设计 316不锈钢管。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 316不锈钢管,整条生产线质量层层把关,严格的产品测试。


丁字焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋钢管错边产生的原因及其措施是很有必要的。由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。焊接方法分类螺旋焊接钢管螺旋焊接钢管按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。电焊钢管:用于石油钻采和机械制造业等。炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。



bxgj

环保改造面临不小的成本压力,但这个时候企业更应该迎难而上,经过环保法的洗礼和考验,相企业的综合实力会迈上一个新台阶,在市场中的地位更加稳固。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?接下来就由金润德不锈钢为您讲解,以增加您对不锈钢焊管的了解。由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。
